
PART OF CATALOG


3 point internal micrometer | digital 175-200mm | IP65 | reading 0,001mm
Construction:
- Graduation: 0.001mm
- Measuring contact points are designed to allow measurements near to the bottom of blind holes
- reading parts brushed chromium-plated
- Measuring surfaces are carbide
- Ratchet stop
Delivery:
- Extension
- Warranty card
- Instruction manual
- Calibration certificate
- LR44 1,5V Battery
Setting ring not included in delivery - optionally available
Ring gauge | 33mm ring gauge-accuracy DIN 2250


Self-centering machine vice HLD-60G/HV mechanical


CNC-Drill chuck SK 50 – 1/13 – 86
Application:
For mounting tools with straight shanks.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


ER-Precision collet ER40 | 472EP | < 5µm | O 15 - 14

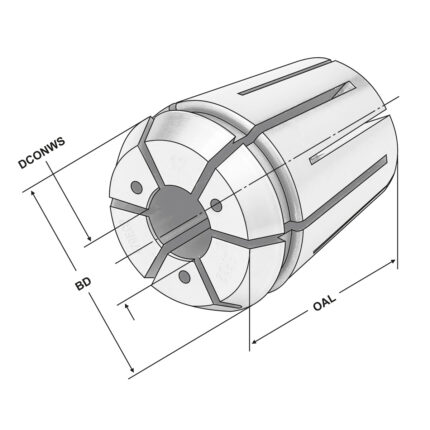
ER-Precision collet with cooling channels ER32 | 470ECP | < 3 µm | O 12,0
Collets with coolant channels - 3 µm, 470 E (ER 32) - Precision - 3 µm, Collets, Collets system ER - Precision - 3 µm
Application:
For mounting straight-shank tools in collet chucks ISO 15488 (ex. DIN 6499).
Version:
Metallic sealed collets with cooling channels. Applicable up to 100 bar.
System concentricity and repetition accuracy 3 µm (3?D, maximum = 50 mm), in conjunction with KEMMLER Precision collet chuck ER".
Suitable for:
KEMMLER Precision collet chuck ER or standard collet chuck Spannfutter ISO 15488 (ex. DIN 6499).
Note:
Only nominal size d can be clamped, with cooling channels. In order to achieve an optimum sealing the tool must be clamped on the complete length of the ground drill of the collet. Applicable up to 100 bar.






FREE CONSULTATION
Have questions?
Leave a request
OUR PARTNERS







