

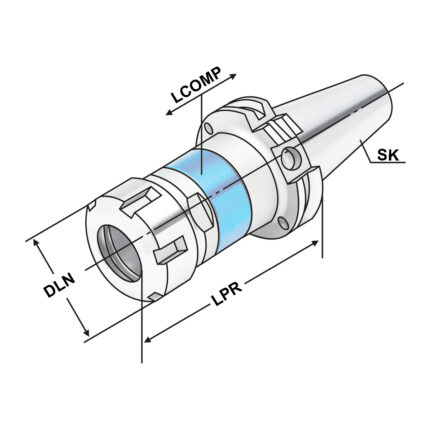
Tapping chucks for synchronisation SK 40 – M3-M12 – 79 | ER 16
Application:
For machining centres with synchronous spindle.
Note:
- Synchro tapping chucks compensate synchronisation errors.
- Minimal length compensation on compression and expansion balances very small pitch differences between synchro spindle and tap, which can cause high frictional forces on the thread flanks.
- A possible increase of axial force during the tapping process is reduced to a minimum.
- Suitable for internal coolant.
- Coolant pressure up to max. 100 bar.
With balanced clamping nut
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


ER-Collet with cooling channel holes ER40 | 472EC | < 15µm | O 25


Precision vice ATD-570 mechanical


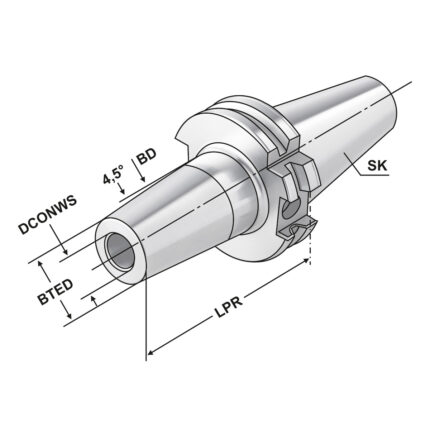
Shrink chuck 4,5° HSK 100 – 18 – 120
Application:
For mounting tools with straight shanks.
Note:
Toolholders suitable for induction-, contact- and hot air shrink units. O 3, 4, 5 with h4-tolerance and O 6 O 32 with h6-tolerance
For O 3, 4 and 5 mm only solid carbide tool shanks must be used!
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined

Shrink chuck 4,5° SK 40 – 14 – 80
Application:
For mounting tools with straight shanks.
Note:
Toolholders suitable for induction-, contact- and hot air shrink units. O 3, 4, 5 with h4-tolerance and O 6 O 32 with h6-tolerance
For O 3, 4 and 5 mm only solid carbide tool shanks must be used!
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


Shrink chuck 4,5° BT 40 – 10 – 120
Application:
For mounting tools with straight shanks.
Note:
Toolholders suitable for induction-, contact- and hot air shrink units. O 3, 4, 5 with h4-tolerance and O 6 O 32 with h6-tolerance
For O 3, 4 and 5 mm only solid carbide tool shanks must be used!
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


Blade Micrometer | digital | 75 – 100 IP65
Construction:
- Resolution: .00005" / 0.001mm
- For measuring the groove diameter of shafts, keyways, and other hard to reach portions
- Automatic On/Off to maximize battery life
- Upon switching on the display will read the actual absolute measuring position
- Inch/Metric conversion
- Carbide tipped measuring faces
- Non-rotating spindle
- Ratchet stop
Delivery:
- S-wrench
- Standard (over 25mm range)
- Warranty card
- Instruction manual
- Calibration certificate
- LR44 1,5V Battery


End mill holder Weldon BT 40 – 12 – 100
Application:
For mounting straight-shank tools with lateral flat according to DIN 1835 form B (Weldon).
Delivery:
With clamping screw
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined




Have questions?
Leave a request
OUR PARTNERS







