
PART OF CATALOG


Solid carbide 2 flutes long 12mm 12,0 – 12 AlTiCrN coating


Morse taper adaptor SK 40 – 3 – 70
Application:
For mounting tools with Morse taper shank and tang according to DIN 228-1 form B.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


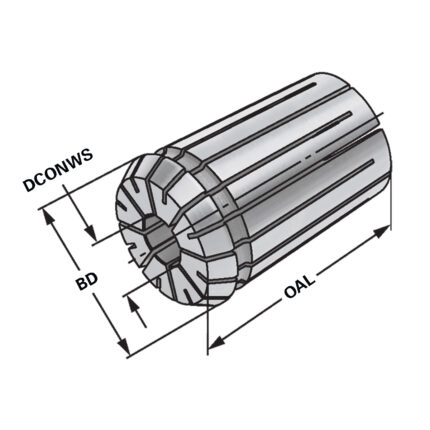
ER-Collet with cooling channel holes ER25 | 430EC | < 15µm | O 13


Sealing disc | OZ 16 DCONWS = 9,0

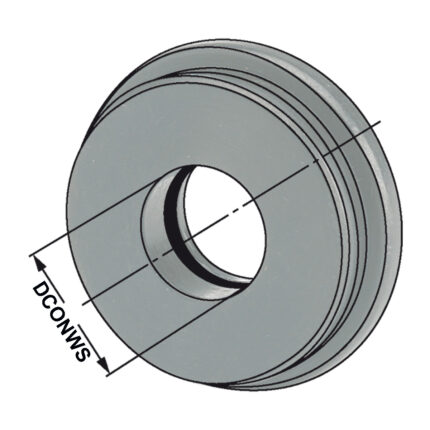
Sealing disc | ER 40 DCONWS = 10,5


Pull studs ISO 7388-3 | Form AD | M24 | with drill through | incl. O-ring

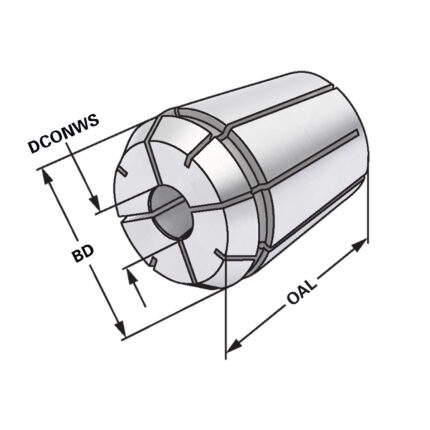

OZ-Collet OZ25 | 462E | < 15µm | O 12 - 11,5




FREE CONSULTATION
Have questions?
Leave a request
OUR PARTNERS







