



ER-Precision collet chuck BT 40 – 2/20 – 150 | ER 32
Application:
For mounting straight-shank tools in 2 µm-collets.
Advantage:
- Excellent concentricity in the system (chuck + collet + clamping nut)
- 3 µm radial run-out with a 2 µm clamping nut, 6 µm radial run-out with a 5 µm clamping nut
- Extremely strong holding force (increases the holding power by at least 60% compared to standard ER chuck)
- Plain clamping nut without grooves for high speed machining


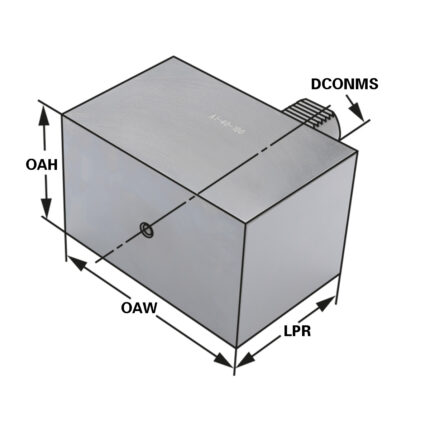
Boring bar blank PSK 32 – 32 – 90
Application:
For the manufacturing of special tools.
Note:
Cone and flange hardened and grinded. Soft body for later processing.
Delivery:
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined

Shell mill holder SK 50 – 16 – 100
Application:
For mounting milling cutters with transversal groove.
Note:
d = 40/d = 60: For large diameter face mill cutters with four additional threaded holes according to DIN 2079.
SK 30 without coolant exit bores on the end face
Delivery:
With drivers, cross head retaining screw and cylinder head retaining screw for cutters with central coolant. For d = 60 only with four fi xation screws according to DIN 912.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


Shell mill holder SK 40 – 22 – 35
Application:
For mounting milling cutters with transversal groove.
Note:
d = 40/d = 60: For large diameter face mill cutters with four additional threaded holes according to DIN 2079.
SK 30 without coolant exit bores on the end face
Delivery:
With drivers, cross head retaining screw and cylinder head retaining screw for cutters with central coolant. For d = 60 only with four fi xation screws according to DIN 912.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


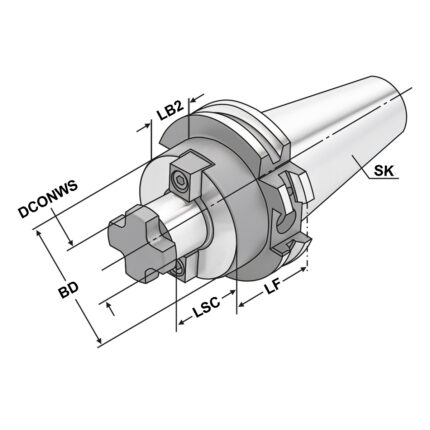
Sealing disc | OZ 32 DCONWS = 18,5


HSS-E spiral flute taps M2,5 2,8×2,1 P=0,45
Application:
1. Thread configuration with a special design, prevents overfeeding, thin thread and pitch diameter oversize.
2. Flute geometry with special design, better chip evacuation, prevents chip clogging, improves thread quality
3. Excellent performance on various work material: Stainless steel, carbon steel, alloyed steel, tool steel





Have questions?
Leave a request
OUR PARTNERS







