


End mill holder Weldon BT 40 – 06 – 160
Application:
For mounting straight-shank tools with lateral flat according to DIN 1835 form B (Weldon).
Delivery:
With clamping screw
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined

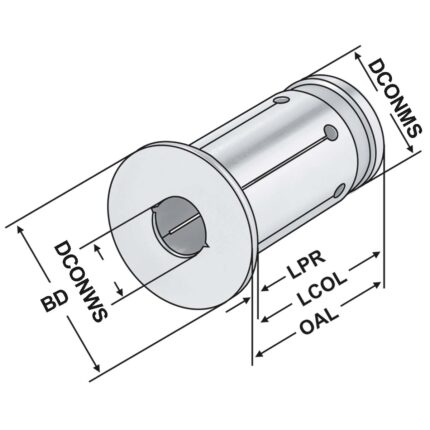
Reduction sleeves for hydraulic expansion chucks DCONMS=20 | DCONWS=6


Cleaning propeller | Chip Blower O 16mm – 260mm
Version:
- Robust design
- Opening and closing of the flanks through the spindle speed control
- For use in any tool holder O16mm with a center coolant
- Body made of high strength and anodized aluminum
Advantages:
- Efficient cleaning of clamping equipment, pieces and tables
- Removal of chips und cleaning of water pockets
- Perfekte update to the automated work process
Drehzahlbereich (Empfehlung): Min. 5.000 / Max. 8.000 rpm
Rotationsrichtung: Uhrzeigersinn
Entfernung zwischen geoffneten Flugeln und Spahnen: 100~150 mm
Vorschub (Empfehlung): 3000~15.000 mm/min
Ideal fur mittlere Werkzeugmaschinen mit vielen und schwer zu entfernenden Spahnen
Zubehor/Ersatzteil:
Art.Nr.: ERS.900.90.260
Ersatz-Reinigungs-Propeller Typ 260mm
Lieferumfang:
1 Stk. Rotorblatt; Inklusive Feder, Positionier- und Halte-Pin


Mitlaufende Drehbankspitze | MK 3 mit verlangerter Spitze


Shrink chuck 4,5° SK 50 – 14 – 200
Application:
For mounting tools with straight shanks.
Note:
Toolholders suitable for induction-, contact- and hot air shrink units. O 3, 4, 5 with h4-tolerance and O 6 O 32 with h6-tolerance
For O 3, 4 and 5 mm only solid carbide tool shanks must be used!
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined
Hydraulic expansion chuck BT 50-32-110 JIS B 6339 (MAS-BT) AD/B in wooden box
Application:
For mounting straight-shank tools acc. DIN 1835 form A+B+E and DIN 6535 form HA+HB+HE (larger than dia. 20 mm only with reduction sleeve).
Note:
l1 = max. clamping depth l2 = max. length adjustment range
Delivery:
With wrench
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


End mill holder Weldon with cooling channels SK 50 – 06 – 100
Application:
For mounting straight-shank tools with lateral flat according to DIN 1835 form B (Weldon).
Delivery:
With clamping screw and O-ring
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


ER-Collet chuck BT 40 – 2/16 – 60 |ER 25
Application:
For mounting straight-shank tools in collets.
Delivery:
With balanced clamping nut
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined




Have questions?
Leave a request
OUR PARTNERS







