
PART OF CATALOG

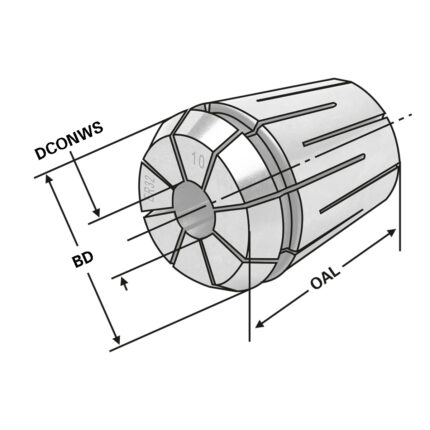
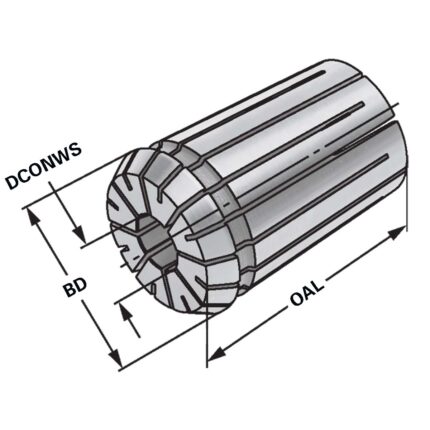
ER-Collet with seal for IC ER40 | 472EH | < 15µm | O 5


HSS-E spiral flute taps M4 4,5×3,4 P=0,7
Application:
- Thread configuration with a special design, prevents overfeeding, thin thread and pitch diameter oversize.
- Flute geometry with special design, better chip evacuation, prevents chip clogging, improves thread quality
- Excellent performance on various work material: Stainless steel, carbon steel, alloyed steel, tool steel

OZ-Collet OZ32 | 467E | < 15µm | O 13 - 12,5


Precision collet sets 428EP (ER20; 12 parts) in wooden box DIN 6499 (ISO 15488)


ER-Precision collet | stainless steel ER25 | 430ESP | < 5 µm | O 5,0 - 4,5


Indexable drill holder HSK 63-32-90 ISO 12164-3 HSK-T


Pull studs ISO 7388-3 | Form JF | M12 | 45° | sealed | without O-ring


HSSE twist drill 135° 4,7 mm DIN 338 | TIN coating




FREE CONSULTATION
Have questions?
Leave a request
OUR PARTNERS







