


Test arbor HSK 63 – 40 – 346
Application:
For the inspection of machine tools according to ISO recommendation R230 or for testing the tool spindle.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


Inside micrometer | digital | 5-30mm with data output | IP 65
Construction:
- Resolution: .00005" / 0.001mm
- Designed for the measurement of intricate internal characteristics
- cartide tipped measuring sufaces
- Satin chrome finished
- 5-30mm and 25-50mm range are supplied with setting rings
- Ratchet stop
Delivery:
- S-wrench
- Setting rings
- Warranty card
- Instruction manual
- Calibration certificate
- LR44 1,5V Battery


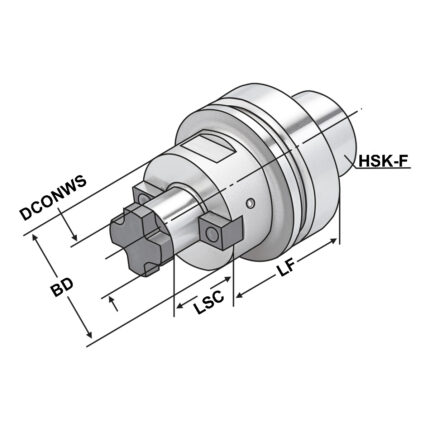
Turning toolholder HSK 63-25-110 ISO 12164-3 HSK-T

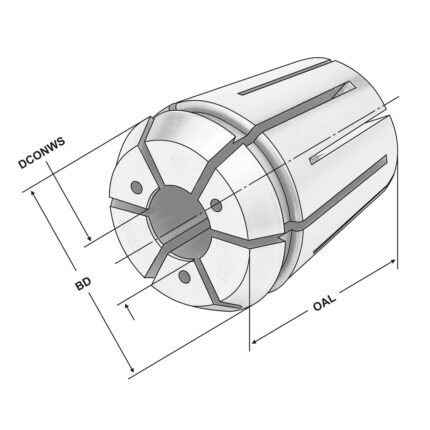
ER-Precision collet with cooling channels ER32 | 470ECP | < 3 µm | O 15,0
Application:
For mounting straight-shank tools in collet chucks ISO 15488 (ex. DIN 6499).
Version:
Metallic sealed collets with cooling channels. Applicable up to 100 bar.
System concentricity and repetition accuracy 3 µm (3?D, maximum = 50 mm), in conjunction with KEMMLER Precision collet chuck ER".
Suitable for:
KEMMLER Precision collet chuck ER or standard collet chuck Spannfutter ISO 15488 (ex. DIN 6499).
Note:
Only nominal size d can be clamped, with cooling channels. In order to achieve an optimum sealing the tool must be clamped on the complete length of the ground drill of the collet. Applicable up to 100 bar.

Shell mill holder HSK 63 – 16 – 160
Application:
For mounting milling cutters with transversal groove.
Note:
d = 40/d = 60: For large diameter face mill cutters with four additional threaded holes according to DIN 2079.
SK 30 without coolant exit bores on the end face
Delivery:
With drivers, cross head retaining screw and cylinder head retaining screw for cutters with central coolant. For d = 60 only with four fi xation screws according to DIN 912.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined

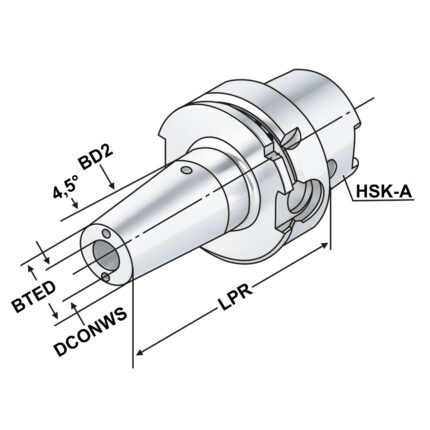
Shrink chuck 4,5° with cooling channels HSK 63 – 25 – 115
Application:
For mounting tools with straight shanks.
Note:
Toolholders suitable for induction-, contact- and hot air shrink units. O 3, 4, 5 with h4-tolerance and O 6 O 32 with h6-tolerance
For O 3, 4 and 5 mm only solid carbide tool shanks must be used!
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


Test arbor PSK 32 – 20 – 180
Application:
For the inspection of machine tools according to ISO recommendation R230 or for testing the tool spindle.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined




Have questions?
Leave a request
OUR PARTNERS







