


HSSE twist drill 135° 6,8 mm DIN 338 | TIN coating


HSS-E spiral flute taps fine thread M16 12×9 P=1 DIN 374
Application:
1. Thread configuration with a special design, prevents overfeeding, thin thread and pitch diameter oversize.
2. Flute geometry with special design, better chip evacuation, prevents chip clogging, improves thread quality
3. Excellent performance on various work material: Stainless steel, carbon steel, alloyed steel, tool steel


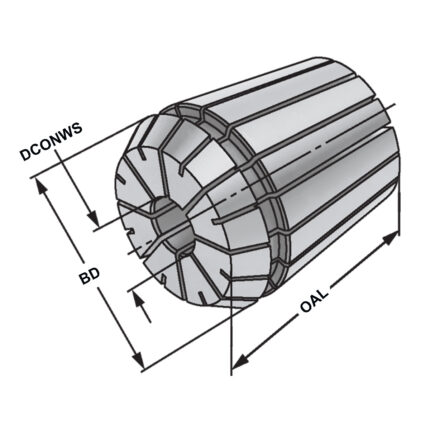
ER-Collet ER20 | 428E | < 15µm | O 11 - 10




CNC-Drill chuck BT 40 – 0.5/8 – 78
Application:
For mounting tools with straight shanks.
Delivery:
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined
Hydraulic expansion chuck BT 50-32-110 JIS B 6339 (MAS-BT) AD/B in wooden box
Application:
For mounting straight-shank tools acc. DIN 1835 form A+B+E and DIN 6535 form HA+HB+HE (larger than dia. 20 mm only with reduction sleeve).
Note:
l1 = max. clamping depth l2 = max. length adjustment range
Delivery:
With wrench
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


End mill holder Weldon SK 40 – 10 – 50
Application:
For mounting straight-shank tools with lateral flat according to DIN 1835 form B (Weldon).
Delivery:
With clamping screw
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined




Have questions?
Leave a request
OUR PARTNERS







