


Combi shell mill holder MK 3 – 32 – 48


ER-Collet with seal for IC ER16 | 426 EH | < 15µm | O 7

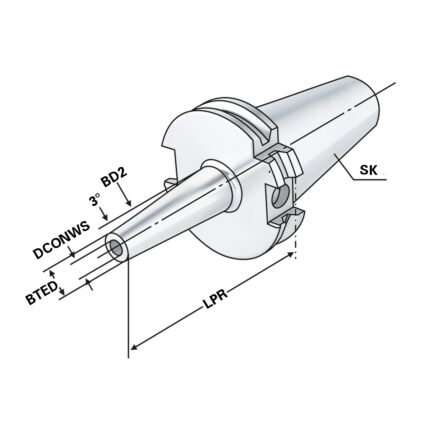
Shrink chuck 3° SK 40 – 12 – 120
Application:
For mounting tools with straight shanks.
Note:
Toolholders suitable for induction-, contact- and hot air shrink units. O 3, 4, 5 with h4-tolerance and O 6 O 32 with h6-tolerance
For O 3, 4 and 5 mm only solid carbide tool shanks must be used!
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined




Pull studs ~ISO 7388-3 | Form AD | M16 | with drill through | incl. O-ring




3D-Taster analog 12mm Schaft
Der 3D-Taster besticht durch sein schlankes und attraktives Design. Seine prazisen und vielseitigen Einsatzmoglichkeiten erlauben schnelles und einfaches Ermitteln von Werkstucknullpunkten und Langenma?en.
Die Antastung ist in allen Achs-Richtungen (X/Y/Z) bei gleicher Zeigerauflosung moglich.
Sobald die Zeiger 0" anzeigen, steht die Spindelachse prazise auf der Werkstuckkante.
Der Schutz der Messeinheit steht im Vordergrund. Hierzu wurden gro?e Uberfahrwege in die Tasteinheit integriert. Diese sind durch mechanische Endanschlage begrenzt. Der Tasteinsatz hat eine Sollbruchstelle, die ganz weit oben angebracht ist. Sollte Ihr 3D-Taster durch au?ere Krafteinwirkung trotzdem beschadigt werden, so ist eine einfache Reparatur kostengunstig moglich.
Hinweis:
- not waterproof
- without test certificate
- without serial number


ER-Precision collet chuck BT 40 – 2/20 – 70 | ER 32
Application:
For mounting straight-shank tools in 2 µm-collets.
Advantage:
- Excellent concentricity in the system (chuck + collet + clamping nut)
- 3 µm radial run-out with a 2 µm clamping nut, 6 µm radial run-out with a 5 µm clamping nut
- Extremely strong holding force (increases the holding power by at least 60% compared to standard ER chuck)
- Plain clamping nut without grooves for high speed machining




Have questions?
Leave a request
OUR PARTNERS







