
PART OF CATALOG


KPS-Prazisionsspannzange abgedichtet KPS 16 | < 5µm | O 9,0


Multi-turning toolholders 90° HSK 63-25-85 ISO 12164-3 HSK-T
Application:
Rotary holder for clamp holders with coolant supply directly to the cutting edge and for ISO clamp holders with claw clamping for optimum cooling of the cutting edge
Note:
Coolant pressure up to 100 bar
Version:
One turning toolholder - four possibilities:
Left - right - forehead - overhead.
Coolant nozzles lockable for tools with internal coolant.
Delivery:
Without the illustrated cutting tools


End mill holder Weldon SK 50 – 25 – 80
Application:
For mounting straight-shank tools with lateral flat according to DIN 1835 form B (Weldon).
Delivery:
With clamping screw
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined




CNC-Drill chuck BT 40 – 1/13 – 98
Application:
For mounting tools with straight shanks.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


Digital Caliper | 0-150mm for outside grooves / with data output

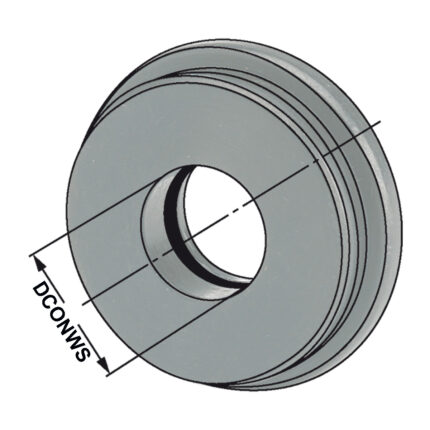
Sealing disc | ER 32 DCONWS = 8,5




FREE CONSULTATION
Have questions?
Leave a request
OUR PARTNERS







