
PART OF CATALOG


Swivel base for machine vice HP-80 / MP-80


Reduction sleeve DIN 1835 B DCONMS=20 | DCONWS=08

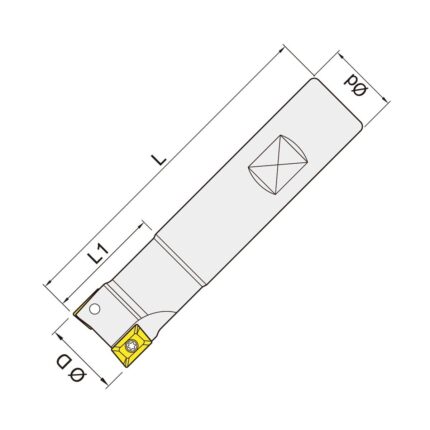
End mill cutter 90° 32mm – 25mm Shank after DIN 1835B

OZ-Precision collet OZ32 | 467EP | < 5µm | O 5 - 4,5


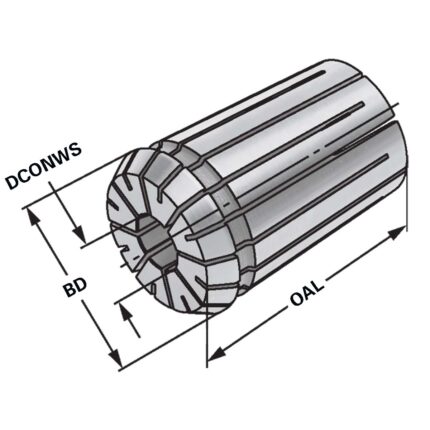
ER-Precision collet | stainless steel ER32 | 470ESP | < 5 µm | O 18,0 - 17,5


Pull studs SK 30 | M12 |

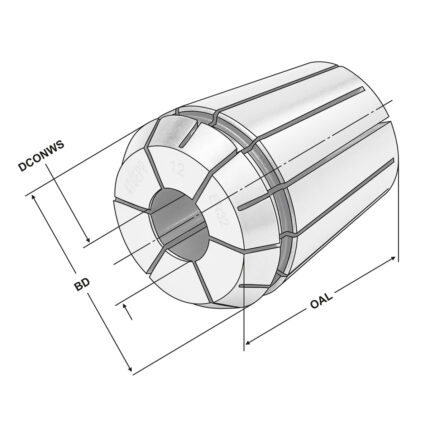
ER-Precision collet ER32 | 470EPP | < 3 µm | O 8,0
Collets - Precision - 3 µm, 470 E (ER 32) - Precision - 3 µm, Collets system ER - Precision - 3 µm, Collets
Application:
For mounting straight-shank tools in collet chucks ISO 15488 (ex. DIN 6499).
Version:
System concentricity and repetition accuracy 3 µm (3?D, maximum = 50 mm), in conjunction with KEMMLER Precision collet chuck ER".
Suitable for:
KEMMLER Precision collet chuck ER or standard collet chuck Spannfutter ISO 15488 (ex. DIN 6499).
Note:
The collet clamping O range is always up to 0.5 mm less than nominal.




FREE CONSULTATION
Have questions?
Leave a request
OUR PARTNERS







