



Cleaning propeller | Chip Blower O 16mm – 260mm
Version:
- Robust design
- Opening and closing of the flanks through the spindle speed control
- For use in any tool holder O16mm with a center coolant
- Body made of high strength and anodized aluminum
Advantages:
- Efficient cleaning of clamping equipment, pieces and tables
- Removal of chips und cleaning of water pockets
- Perfekte update to the automated work process
Drehzahlbereich (Empfehlung): Min. 5.000 / Max. 8.000 rpm
Rotationsrichtung: Uhrzeigersinn
Entfernung zwischen geoffneten Flugeln und Spahnen: 100~150 mm
Vorschub (Empfehlung): 3000~15.000 mm/min
Ideal fur mittlere Werkzeugmaschinen mit vielen und schwer zu entfernenden Spahnen
Zubehor/Ersatzteil:
Art.Nr.: ERS.900.90.260
Ersatz-Reinigungs-Propeller Typ 260mm
Lieferumfang:
1 Stk. Rotorblatt; Inklusive Feder, Positionier- und Halte-Pin





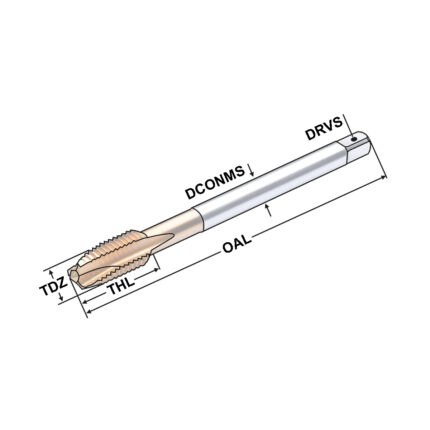
Shell mill holder BT 40 – 16 – 40
Application:
For mounting milling cutters with transversal groove.
Note:
d = 40/d = 60: For large diameter face mill cutters with four additional threaded holes according to DIN 2079.
SK 30 without coolant exit bores on the end face
Delivery:
With drivers, cross head retaining screw and cylinder head retaining screw for cutters with central coolant. For d = 60 only with four fi xation screws according to DIN 912.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined

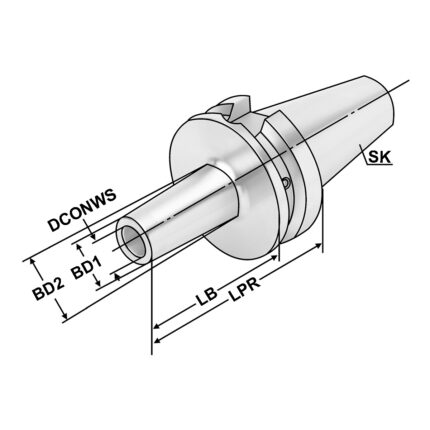
Milling arbors for screw-in cutters BT 40 – M6 – 77 – LB50
Application:
For mounting screw-in cutters with thread.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined

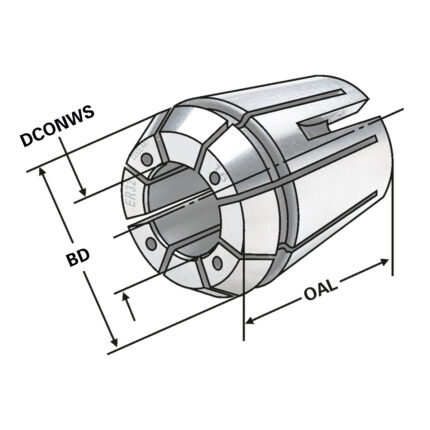
HSS-E spiral flute taps fine thread M12 9×7 P=1,25 DIN 374
Application:
- Thread configuration with a special design, prevents over-feeding, thin thread and pitch diameter oversize.
- Flute geometry with special design, better chip evacuation, prevents chip clogging, improves thread quality
- Excellent performance on various work material: Stainless steel, carbon steel, alloyed steel, tool steel


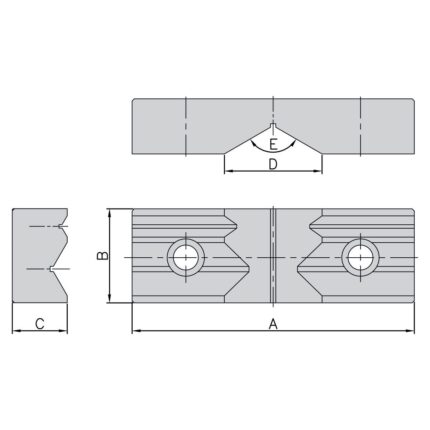
Axial toolholder – form C1 right C1 – 30 x 20
Application:
Mainly for external machining. For face machining.
Precision coolant supply: Improves chip evacuation and decreases the risk for chip jamming, critical factors for successful deep face grooving operations. Effective from low to high coolant pressures.With high precision coolant you get improved
chip breaking, longer tool life, better process security and productivity. Improves chip evacuation and decreases the risk for chip jamming, critical factors for successful deep face grooving operations. Effective from low to high coolant pressures.




Have questions?
Leave a request
OUR PARTNERS







