
PART OF CATALOG




Tapping chucks for synchronisation HSK 63 – M3-M27 – 108 | ER 32
Application:
For machining centres with synchronous spindle.
Note:
- Synchro tapping chucks compensate synchronisation errors.
- Minimal length compensation on compression and expansion balances very small pitch differences between synchro spindle and tap, which can cause high frictional forces on the thread flanks.
- A possible increase of axial force during the tapping process is reduced to a minimum.
- Suitable for internal coolant.
- Coolant pressure up to max. 100 bar.
Delivery:
With balanced clamping nut
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined

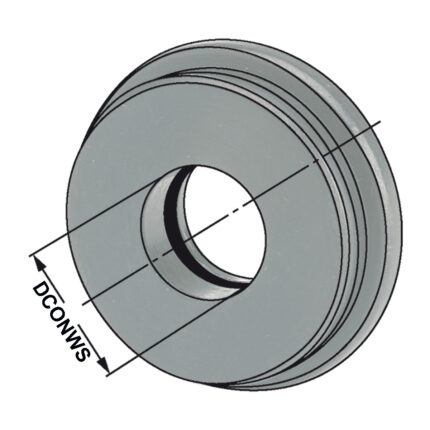

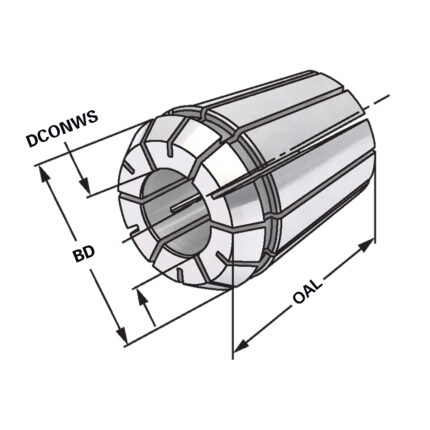
ER-Precision collet ER25 | 430EP | < 5µm | O 16 - 15

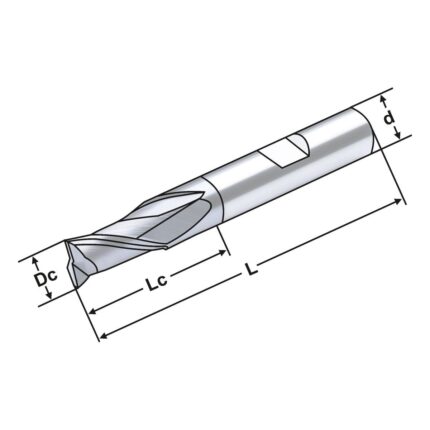
Solid carbide 2 flutes long 8mm 8,0 – 8 AlTiCrN coating


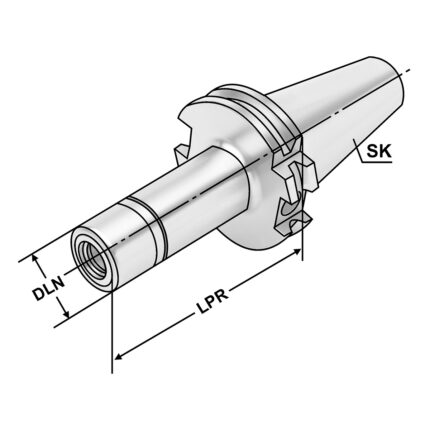
ER-Precision collet chuck SK 40 – 2/20 – 70 | ER 32
Application:
For mounting straight-shank tools in 2 µm-collets.
Advantage:
- Excellent concentricity in the system (chuck + collet + clamping nut)
- 3 µm radial run-out with a 2 µm clamping nut, 6 µm radial run-out with a 5 µm clamping nut
- Extremely strong holding force (increases the holding power by at least 60% compared to standard ER chuck)
- Plain clamping nut without grooves for high speed machining

KPS-Collet chuck SK 50 – 1/10 – 135 | KPS 10
Application:
For mounting straight-shank tools in collets. To use for high speed cutting and high precision milling.
Delivery:
With balanced clamping nut
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


Boring bar blank SK 40 – 63 – 250
Application:
For the manufacturing of special tools.
Note:
Cone and flange hardened and grinded. Soft body for later processing.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined




FREE CONSULTATION
Have questions?
Leave a request
OUR PARTNERS







