

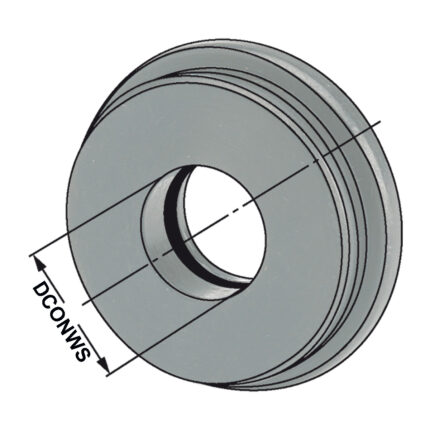
Sealing disc | ER 16 DCONWS = 4,5

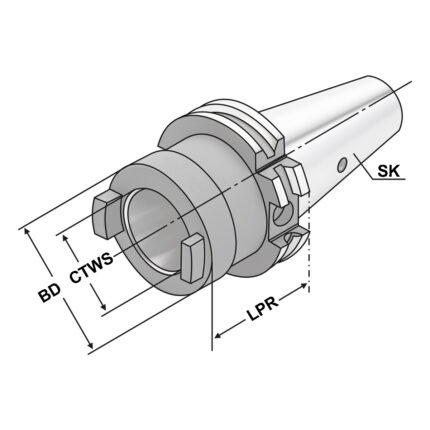
Adapters SK to SK SK 50 – SK 40 – 70
Application:
For holding tapers according to DIN 69871, JIS B 6339 and DIN 2080.
Delivery:
Delivered with a built-in screw for shortened taper tools. Additional screw for DIN 2080 tools included.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


HSS-E spiral flute taps M8 8×6,2 P=1,25
Application:
1. Thread configuration with a special design, prevents overfeeding, thin thread and pitch diameter oversize.
2. Flute geometry with special design, better chip evacuation, prevents chip clogging, improves thread quality
3. Excellent performance on various work material: Stainless steel, carbon steel, alloyed steel, tool steel


HSS-E spiral flute taps fine thread M4 2,8×2,1 P=0,5 DIN 374
Application:
1. Thread configuration with a special design, prevents overfeeding, thin thread and pitch diameter oversize.
2. Flute geometry with special design, better chip evacuation, prevents chip clogging, improves thread quality
3. Excellent performance on various work material: Stainless steel, carbon steel, alloyed steel, tool steel




HSS boring bar AH0810J.SCLC.L06


ER-Collet ER40 | 472E | < 15µm | O 12 - 11






Have questions?
Leave a request
OUR PARTNERS







