

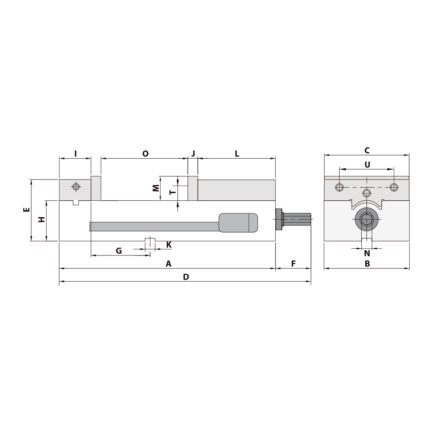
Precision vice AMC-40G/HV mechanical


Reduction sleeves for hydraulic expansion chucks DCONMS=32 | DCONWS=14

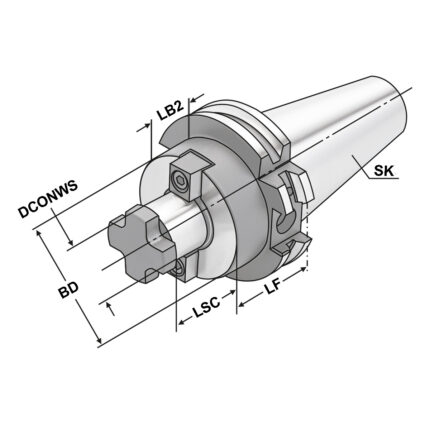
Shell mill holder SK 40 – 22 – 100
Application:
For mounting milling cutters with transversal groove.
Note:
d = 40/d = 60: For large diameter face mill cutters with four additional threaded holes according to DIN 2079.
SK 30 without coolant exit bores on the end face
Delivery:
With drivers, cross head retaining screw and cylinder head retaining screw for cutters with central coolant. For d = 60 only with four fi xation screws according to DIN 912.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined

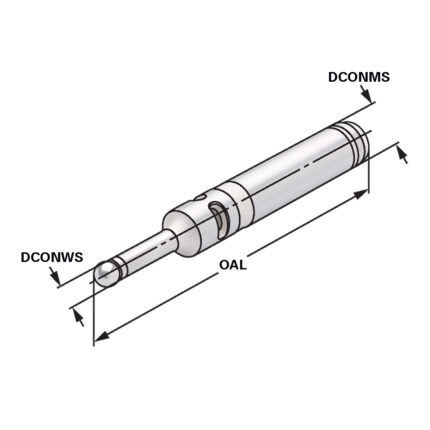
Kantentaster elektronisch 20 – 160 – 10
Application:
Alignment of component reference surfaces or edges. Determination of bore centres to the machine spindle.
Note:
Spring mounted spherical tip protects the unit from damage if contact is too strong. Functional parts hardened and ground. Concentricity: ± 0.01 mm.
Function:
When contact between the spherical tip and metal component occurs, the control lamp lights up = identification of the reference point.
Delivery:
CR2032 3,0V Battery



Reduction sleeves for hydraulic expansion chucks DCONMS=32 | DCONWS=4


Milling arbors for screw-in cutters BT 40 – M16 – 52 – LB25
Application:
For mounting screw-in cutters with thread.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined

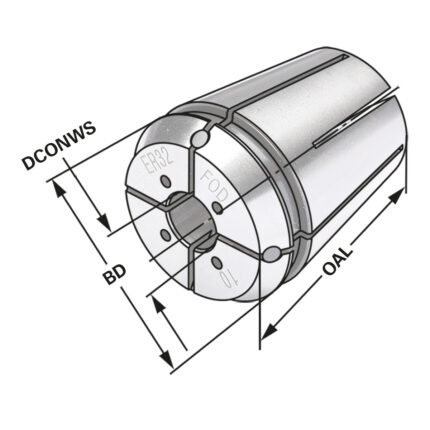
ER-Collet with cooling channel holes ER32 | 470EC | < 15µm | O 12




Have questions?
Leave a request
OUR PARTNERS







