
PART OF CATALOG


Quick change adaptors with safety clutch Size 1 | M10 | 7 x 5,5 | DIN 376


Swivel base for machine vice HP-60 / MP-60


Carbide boring bars E20R.SCLC.R09


ER-Precision collet | stainless steel ER20 | 428ESP | < 5 µm | O 5,0 - 4,5

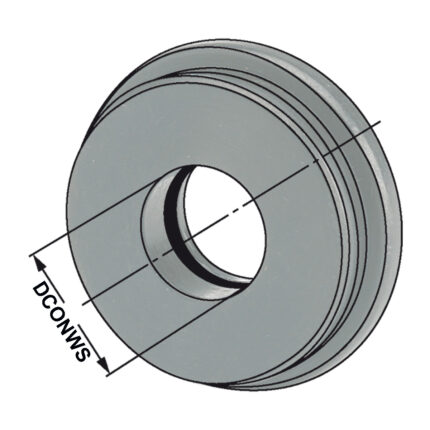
Sealing disc | ER 16 DCONWS = 4,0


Hydraulic expansion chuck HSK 40 – 08 – 80
Hydraulic expansion chucks, HSK-A 40, New items, Hydraulic chucks special offer 2023, ISO 12164 (HSK-A)
Application:
For mounting straight-shank tools acc. DIN 1835 form A+B+E and DIN 6535 form HA+HB+HE (larger than dia. 20 mm only with reduction sleeve).
Delivery:
Without wrench
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined

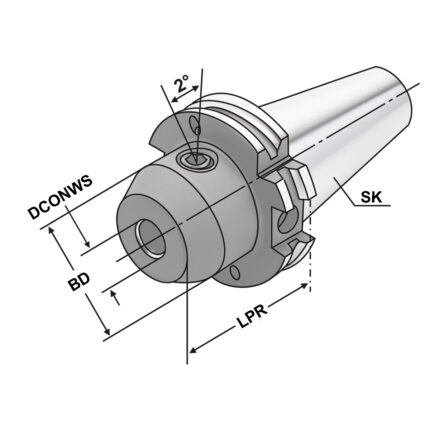
End mill holder Whistle-Notch SK 40 – 06 – 50
Application:
For mounting straight-shank tools and inclined flat according to DIN 1835 form E (Whistle Notch).
Delivery:
With clamping screw and axial adjustment bolt
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


HSS boring bar AH0810J.SCLC.L06




FREE CONSULTATION
Have questions?
Leave a request
OUR PARTNERS







