

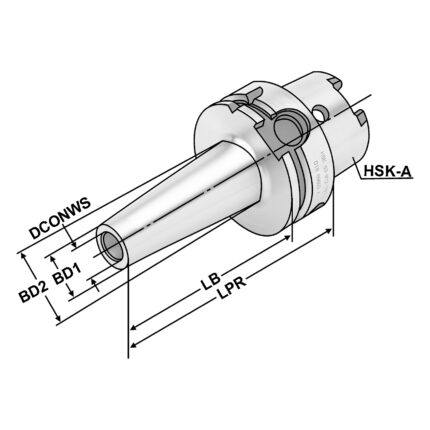
Milling arbors for screw-in cutters HSK 63 – M12 – 126 – LB100
Application:
For mounting screw-in cutters with thread.
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


Radial toolholder – form B4 overhead left short B4 – 50 x 32 – 55
Application:
Mainly for external machining. For face machining.
Precision coolant supply: Improves chip evacuation and decreases the risk for chip jamming, critical factors for successful deep face grooving operations. Effective from low to high coolant pressures.With high precision coolant you get improved
chip breaking, longer tool life, better process security and productivity. Improves chip evacuation and decreases the risk for chip jamming, critical factors for successful deep face grooving operations. Effective from low to high coolant pressures.


HSS-E spiral flute taps fine thread M15 12×9 P=1 DIN 374
Application:
- Thread configuration with a special design, prevents overfeeding, thin thread and pitch diameter oversize.
- Flute geometry with special design, better chip evacuation, prevents chip clogging, improves thread quality
- Excellent performance on various work material: Stainless steel, carbon steel, alloyed steel, tool steel

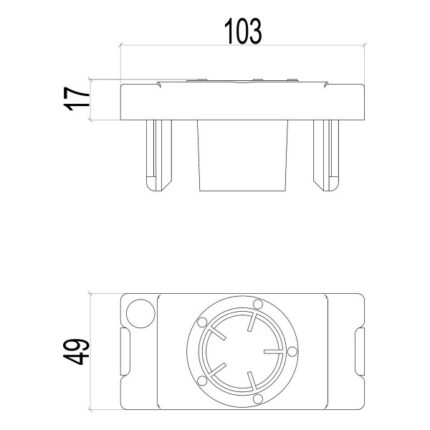
CNC Werkzeugeinsatze | Typ 2 ISO / SK 30
The tool inserts are made of oil-resistant,
break-proof and impact-resistant ABS plastic
and are noted for their tailored inner struts.
The tapered tool holder is thus optimally
centred.
The insert is clicked into our grid system with
a clip and can be moved in steps of 25 mm
without a tool.
Nubs on the top of the inserts.
In this way, no adhesion occurs and the tool
is prevented from attaching itself by vacuum
All tool sizes can be combined


Tapping chucks for synchronisation SK 40 – M3-M20 – 84 | ER 25
Application:
For machining centres with synchronous spindle.
Note:
- Synchro tapping chucks compensate synchronisation errors.
- Minimal length compensation on compression and expansion balances very small pitch differences between synchro spindle and tap, which can cause high frictional forces on the thread flanks.
- A possible increase of axial force during the tapping process is reduced to a minimum.
- Suitable for internal coolant.
- Coolant pressure up to max. 100 bar.
Delivery:
With balanced clamping nut

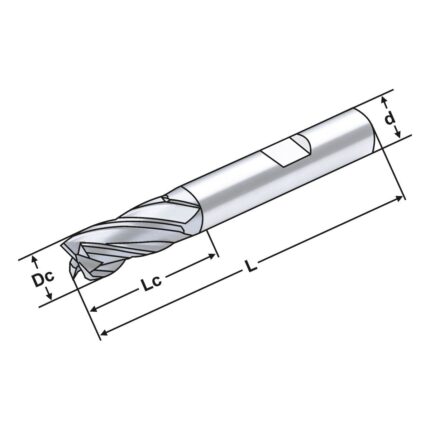
Solid carbide 4 flutes long 16mm 16,0 – 16 AlTiCrN coating

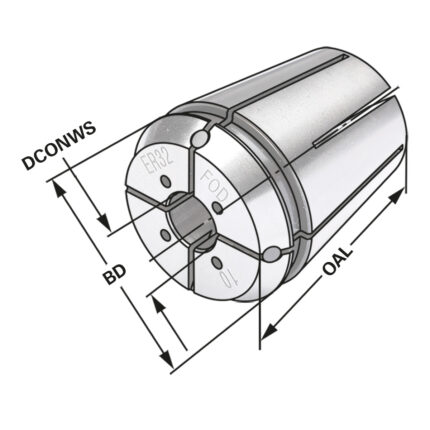
ER-Collet with cooling channel holes ER20 | 428EC | < 15µm | O 6


Shrink chuck 4,5° SK 40 – 05 – 80
Application:
For mounting tools with straight shanks.
Note:
Toolholders suitable for induction-, contact- and hot air shrink units. O 3, 4, 5 with h4-tolerance and O 6 O 32 with h6-tolerance
For O 3, 4 and 5 mm only solid carbide tool shanks must be used!
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined




Have questions?
Leave a request
OUR PARTNERS







