28






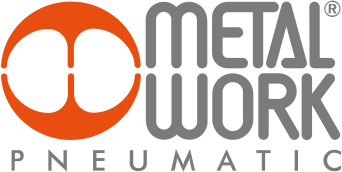
Boring holders – form E1 E1 – 30 x 16







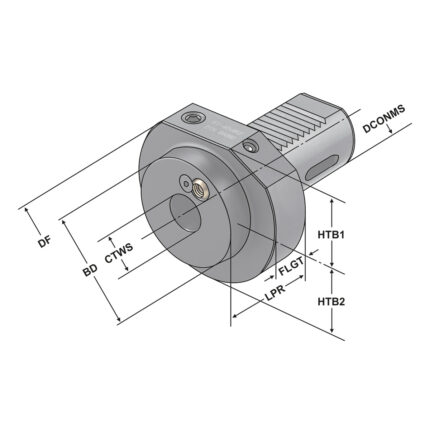
Morse taper adaptor – form F1 F1 – 30 – MK1

Morse taper adaptor – form F1 F1 – 30 – MK2

Morse taper adaptor – form F1 F1 – 30 – MK3






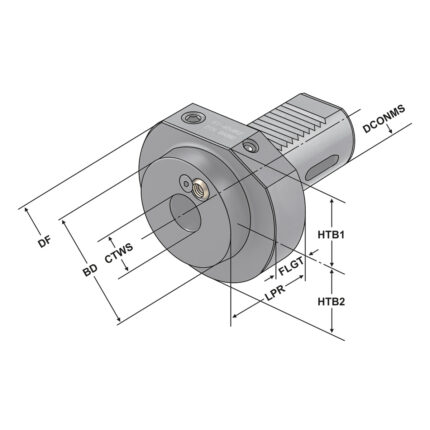
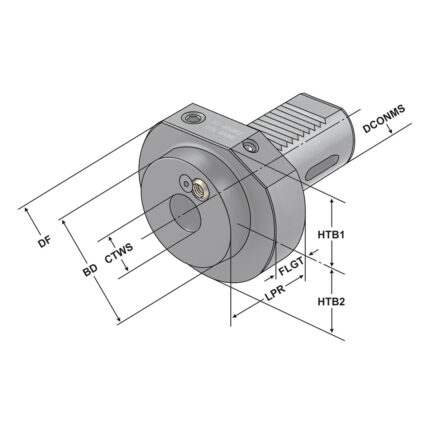
Radial toolholder – form B1 right short B1 – 30 x 20 x 40
Application:
Mainly for external machining. For face machining.
Precision coolant supply: Improves chip evacuation and decreases the risk for chip jamming, critical factors for successful deep face grooving operations. Effective from low to high coolant pressures.With high precision coolant you get improved
chip breaking, longer tool life, better process security and productivity. Improves chip evacuation and decreases the risk for chip jamming, critical factors for successful deep face grooving operations. Effective from low to high coolant pressures.