
PART OF CATALOG


Solid carbide ball nose end mill 2 flutes long 10m R5,0 – 10 AlTiCrN coating



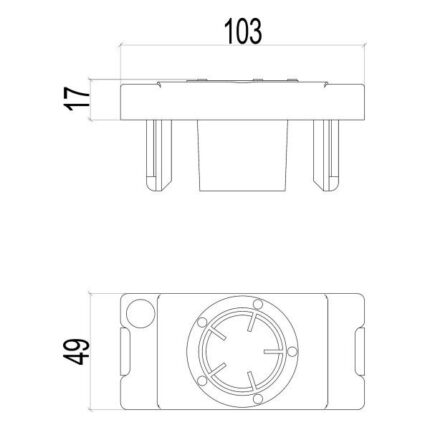
CNC Werkzeugeinsatze | Typ 2 MK 4
The tool inserts are made of oil-resistant,
break-proof and impact-resistant ABS plastic
and are noted for their tailored inner struts.
The tapered tool holder is thus optimally
centred.
The insert is clicked into our grid system with
a clip and can be moved in steps of 25 mm
without a tool.
Nubs on the top of the inserts.
In this way, no adhesion occurs and the tool
is prevented from attaching itself by vacuum
All tool sizes can be combined


End mill holder Weldon SK 30 – 08 – 50
Application:
For mounting straight-shank tools with lateral flat according to DIN 1835 form B (Weldon).
Delivery:
With clamping screw
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined

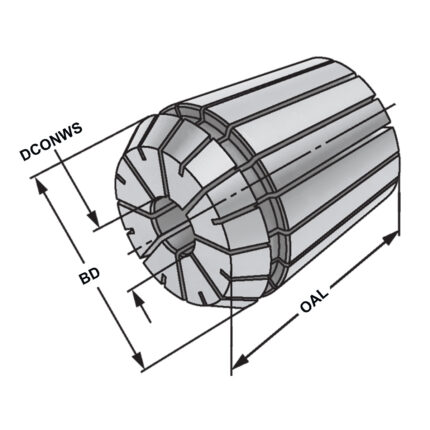
ER-Collet ER40 | 472E | < 15µm | O 24 - 23


End mill holder Weldon SK 50 – 20 – 200
Application:
For mounting straight-shank tools with lateral flat according to DIN 1835 form B (Weldon).
Delivery:
With clamping screw
- All holders are made of forged steel
- Specific, low warpage hardened
- Surface hardened HRC 58~60
- Hardening depth 0,8mm~0,9mm
- Taper angle tolerance < AT 3 according to DIN 2080
- Surface roughness Ra < 0,4 µm
- Tensile strength in the core of min. 800 N/mm? after DIN
- All functional surfaces fine machined


Sealing disc | ER 32 DCONWS = 18,0




FREE CONSULTATION
Have questions?
Leave a request
OUR PARTNERS







