
PART OF CATALOG


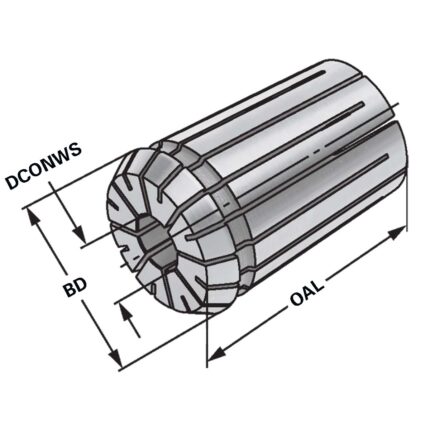
ER-Collet ER20 | 428E | < 15µm | O 3 - 2

OZ-Precision collet OZ32 | 467EP | < 5µm | O 13 - 12,5


OZ-Collet OZ16 | 415E | < 15µm | O 6 - 5,5

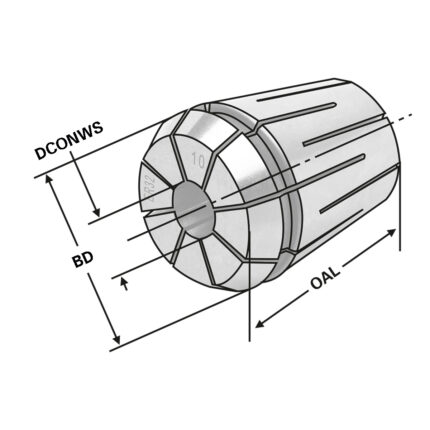
ER-Collet with seal for IC ER32 | 470EH | < 15µm | O 8


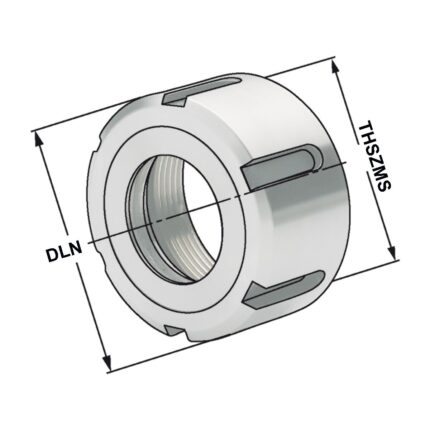
Kugel mit Duse 10 mm O 10 mm – 8,5 – 4 – 20






FREE CONSULTATION
Have questions?
Leave a request
OUR PARTNERS







